GF30 PP – Glass Reinforced Polypropylene and FDM Printing
Polypropylene (PP) is a thermoplastic that is widely used in 3D printing in various industries, most especially in sectors such as the automotive industry. This being said, parts printed out of PP lack stiffness, and reinforcement. This is where the demand for a strong, reinforced material begins. Glass Fiber Reinforced Polypropylene (GF30 PP) is a material that contains specially inserted glass fibers that offer additional properties to the base PP material. GF30 PP can be found in a filament format, specifically for 3D printing.
GF30 PP is mostly used in the automotive industry, for parts that are subjected to higher temperatures such as engine bay components. This is due to the high heat resistance that GF30 PP offers, as well as the low moisture absorption. PPGF also has a low density, which makes creating lightweight parts easy, despite larger sizes. These properties allow for this material to also be used to print operational prototypes and also jigs and fixtures.
For FDM printing GF30 PP is available as BASF forward AM and was previously available as Owen Corning’s X-strand GF30-PP, which happens to be the filament we are currently using at Magigoo. These filaments offer excellent chemical resistance, as well as improved UV resistance. Using this filament allows the printing of stiffer parts, with elevated heat resistance.
| PLA | PET-G | ABS | PP | GF30 PP | |
| Strength (XY – MPa) | 46.6 | 31.9 | 33.3 | 15.5 | 41.7 |
| Strength (Z – MPa) | 43.5 | 13.4 | 25.4 | 9.0 | 15.9 |
| Stiffness (XY – MPa) | 2636 | 1472 | 2174 | 541 | 2628 |
| Stiffness (Z – MPa) | / | 1087 | 1835 | 435 | 2242 |
| Ductility (XY – %) | 1.90 | 6.8 | 2.7 | 118.6 | 4.4 |
| Ductility (Z – %) | / | 1.3 | 2.4 | 5.4 | 0.8 |
| Impact Strength (XY – kj/m2) | 2.68 | 5.1 | 12.6 | 37.7 | 20.5 |
| Impact Strength (Z – kj/m2) | / | / | 10.5 | 11.6 | 2.6 |
| HDT at 0.45 MPa | 60 | 78 | 100 | 54 | 127 |
Typical mechanical properties of common 3D printing materials compared with Owen’s corning GF30 PP – The values provided are supplied by the manufacturer and only serve as an indication of the mechanical properties of printed parts
The table above compares the mechanical and thermal properties of GF30 PP with those of common 3D printing materials and that of an unfilled PP filament. It can be clearly observed that the addition of glass fibers greatly increases the strength and stiffness of the PP material at the expense of ductility and toughness (impact strength). The addition of glass fibers also more than doubles the heat deflection temperature of the material. This gives the material a much higher heat deflection temperature than typical 3D printing materials.
Printing with GF30 PP
Printing with GF30 PP poses a couple of challenges especially for the uninitiated. The addition of hard filler material particles means that there will be more wear on printer components moving and extruding the filament. This includes the extruder gears which should preferably be swapped out for hardened materials if you are printing a lot of composite filaments.
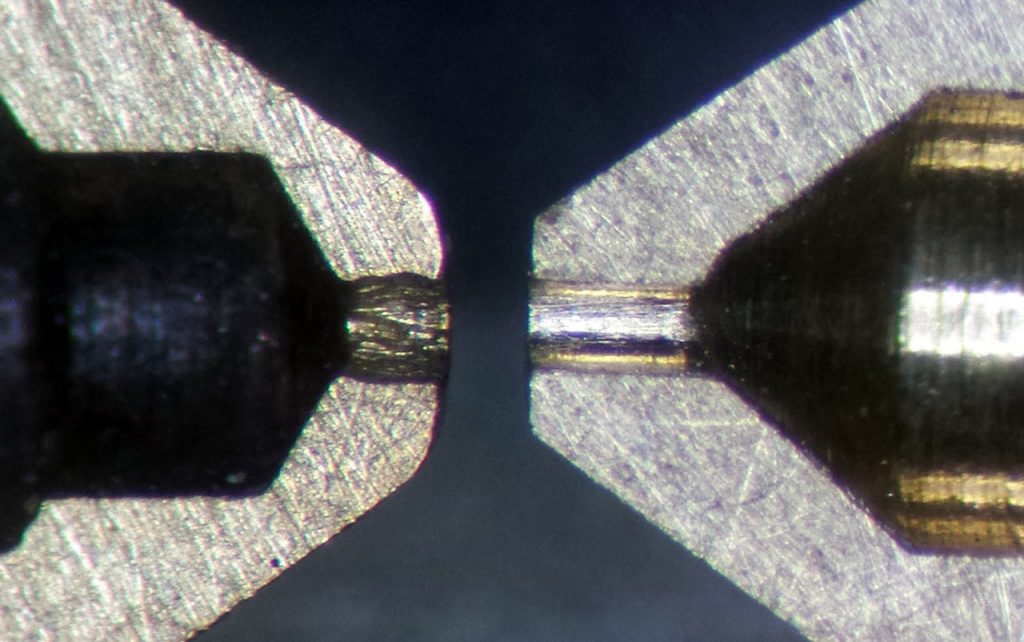
More importantly the nozzle will also experience much higher levels of wear when printing composite materials such as GF30-PP. It is recommended to switch to a hardened steel nozzle when printing any type of composite filament, since brass nozzles will wear out very quickly. Additionally, one can also switch to a ruby nozzle which should last much longer than hardened steel nozzles.
Another consideration when printing with composite materials is the nozzle diameter. Since composite materials are filed with particles these tend to clog smaller diameter sized nozzles which will lead to under-extrusion and also failed prints. In most cases it is recommended to use a nozzle diameter of at least 0.5 mm to avoid nozzle clogs with composite filament.
Another challenging aspect concerning FDM printing with GF30 PP is its high tendency to warp. Even though filled materials tend to warp less than their unfilled counterparts when printed, GF30 PP is an exception. Due to its higher tendency to warp Magigoo PPGF was formulated in collaboration with Owens corning as a bespoke first layer adhesive for this material.
In order to minimize warping with this filament type it is also important to dial in the printing settings. Click here to find optimized printing settings for GF30 PP type materials. For printers without an actively heated chamber such as the Ultimaker S5 it is recommended to first print with the heated bed set to around 80-100 °C for the first layer and then cooling the build-plate to around 50-70 °C. This helps the adhesive to hold on to the printed part more strongly. Furthermore it is recommended to use a slow first layer printing speed (< 20 mm/s) and also a wide brim to help mitigate warp further, especially for larger sized parts.
In the case of larger sized parts, part removal might require more effort, in this case it is recommended to heat up the build-plate to around 80 °C to help with part removal.
Some Parts printed with GF30 PP
The following parts were printed using Owen Corning’s X-Strand GF30-PP on an Intamsys Funmat HT 3D Printer with the nozzle set to 280 °C. The build-plate and chamber were both set to 50 °C, a brim of 15 mm was used. Magigoo PPGF was used for every print, to obtain the best adhesion between the printed part and the build-plate, while also allowing for easy part removal.
Fuse Box Cover
This design was found on Thingiverse, and was sliced with the above settings. This design benefits from being printed in GF30 PP due to the material’s high resistance to heat, which is important considering how close to the engine the fuse box is located. It is also durable, and can withstand taking some impact, keeping the fuse box safe beneath it.

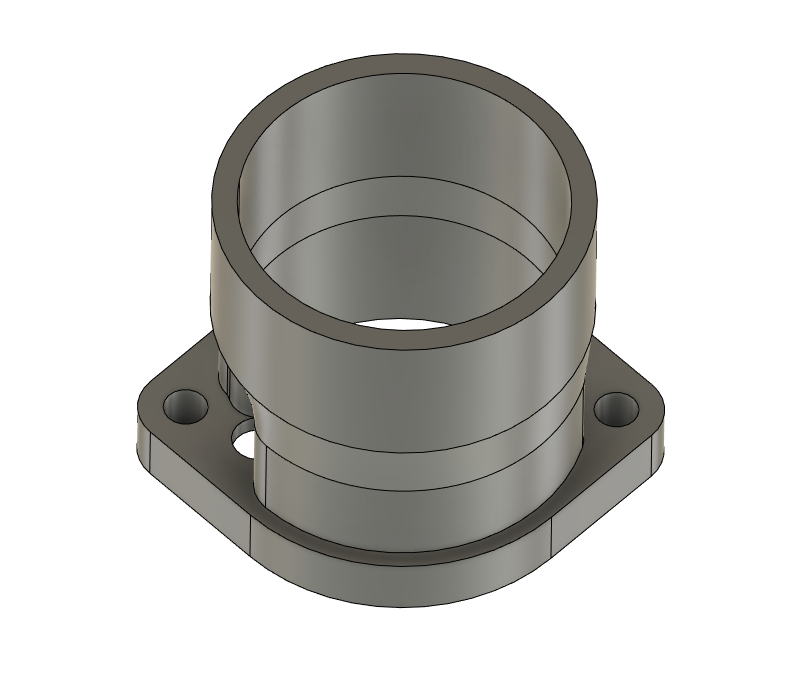
Carburetor Intake Runner
A carburetor was brought to us with the request for a modification. A part was to be printed to replace the inlet manifold, and to allow a cone filter to be attached to it. After some measurements were taken and a design was planned, a 3D Model was designed on Fusion 360.
After it was designed, the model was sliced on Cura and a prototype was printed using PLA, to check out how the design fits into the carburetor. This is done since PPGF is an expensive filament, and it is wise to test out the component using a cheaper filament before finalizing the design for GF30 PP. Once this was checked and fitted, it was printed on the Intamsys with Xstrand’s GF30-PP.
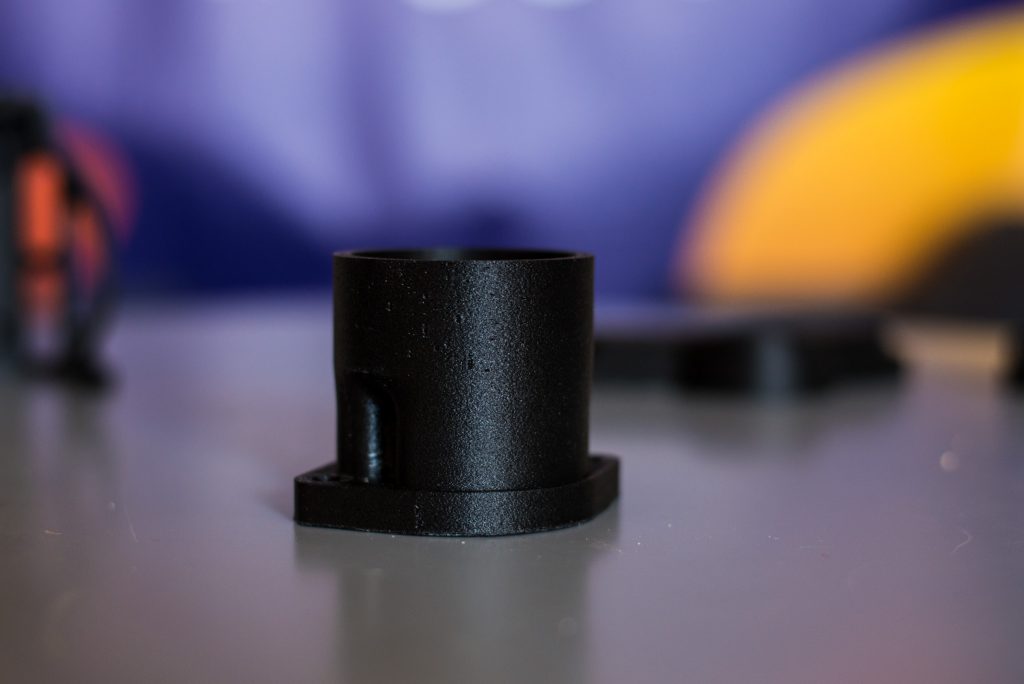
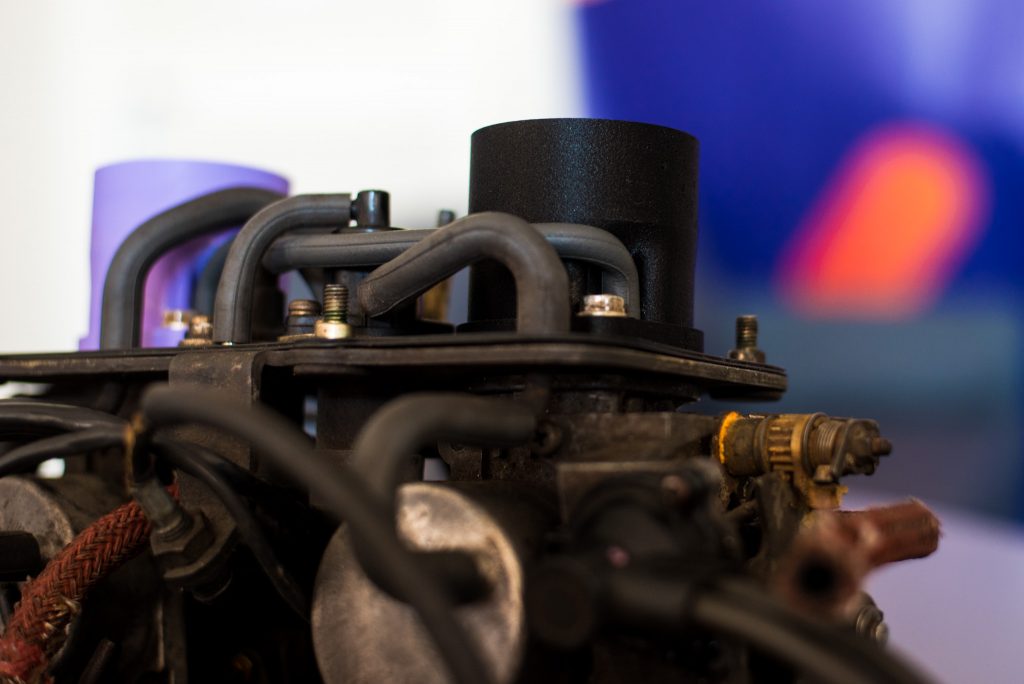
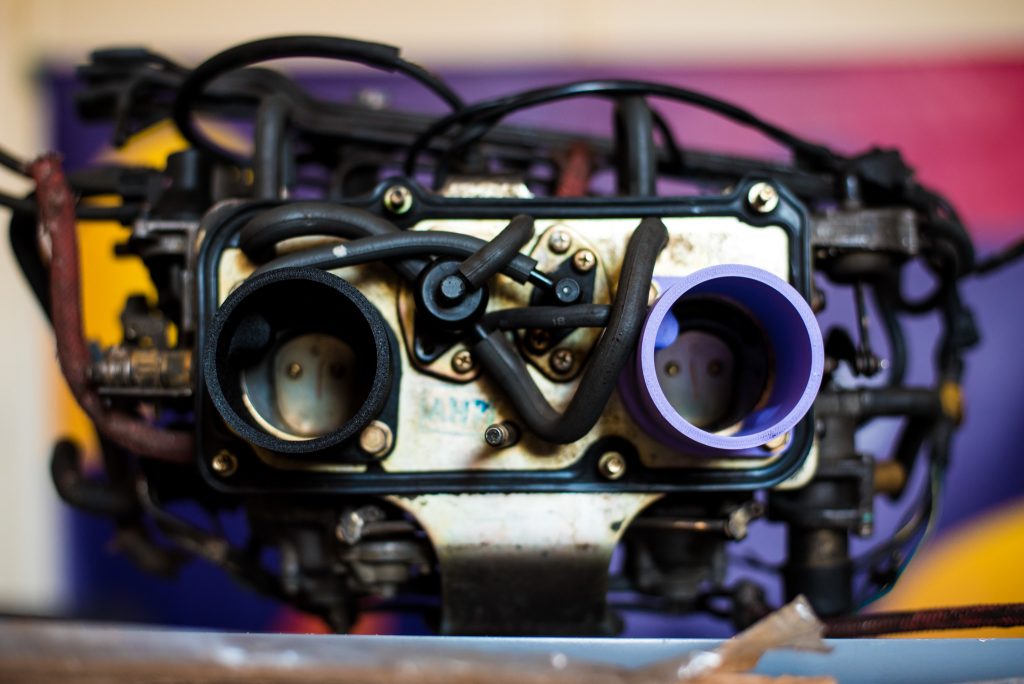
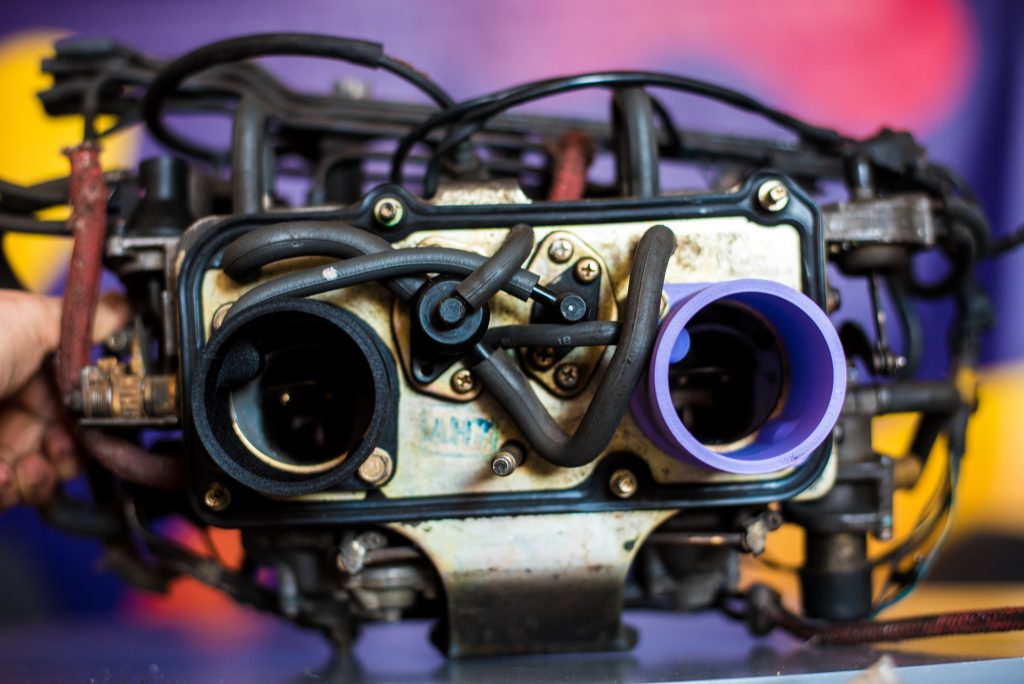
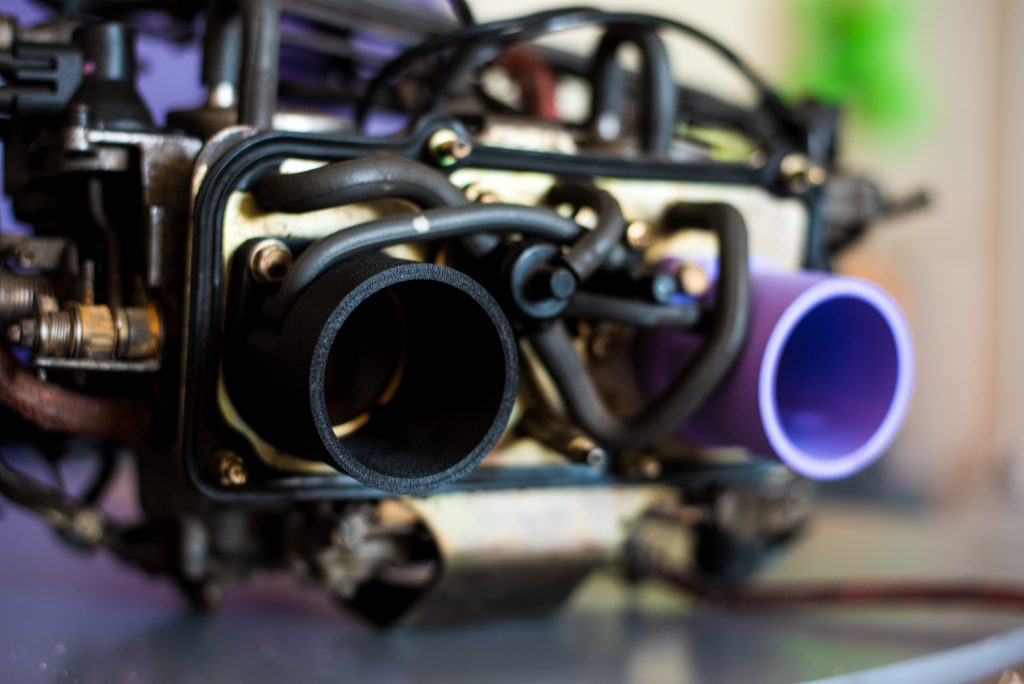
This design also benefits from being printed using PPGF since it is at such close proximity to the engine block and requires a heat resistance. PPGF’s excellent chemical resistance also plays a big role in this component, as it will protect the part from the fluids being used in the system.
Bicycle bottle holder
GF30 PP is not only used for high temperature applications. In this case, we printed a Bottle Holder that can be fixed to a bicycle. This design, especially on a bicycle, makes use of the material’s excellent durability and stiffness to weight ratio. It ensures that the part will be able to withstand the vibrations and shocks from off- (and on-) road riding!



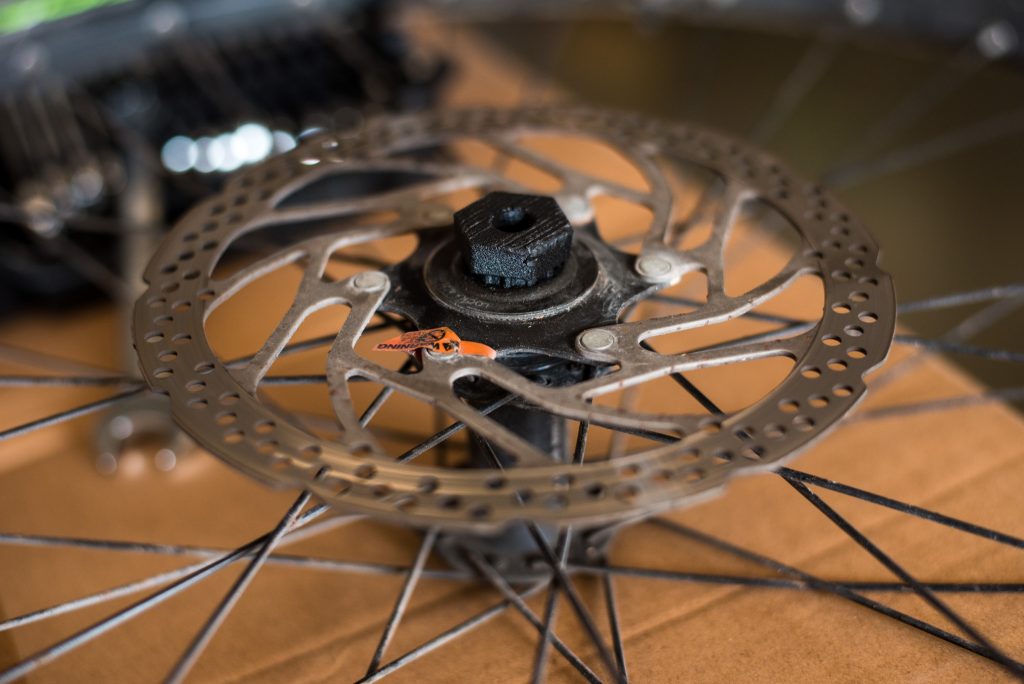
Cassette removal tool
This last printed part exploits the layer adhesion and high stiffness and strength of the GF30 PP material. This part is used to remove the cassette or disc brake of a bicycle wheel as shown in the images below.

We hope you found this article interesting, feel free to contact us on help@magigoo.com for more information on our adhesives. If you are interested in the properties of 3D printed materials check out this article!