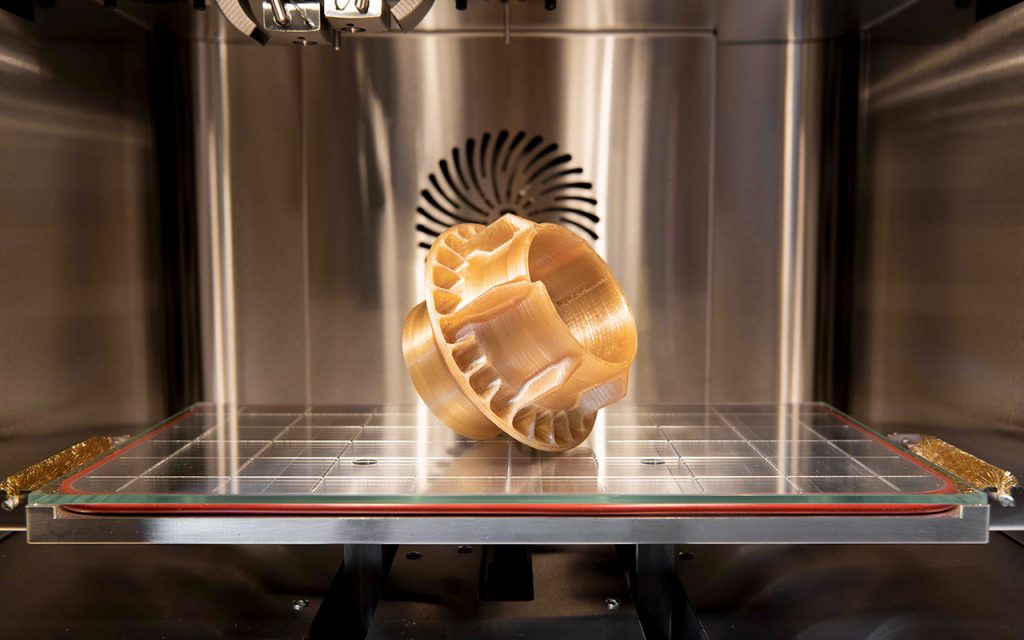
3D Printing High Temperature Materials
When it comes to FDM 3D printing, successfully printing with high temperature materials is still one of the most demanding prospects. These materials require printing temperatures which are often markedly higher than those of regular FDM materials such as PLA, ABS and PET-G. High temperature materials often have exceptional thermo-mechanical and chemical properties and are usually reserved for high end applications in the aerospace, automotive, healthcare, research and manufacturing industries

High Temperature Materials
High temperature materials are often termed as such due to their high temperature performance. This is often a result of a stronger and more rigid chemical backbone which is less susceptible to viscoelastic deformation as the temperature increases. As a result these materials often retain their stiffness at elevated temperatures where commodity and engineering plastics such as ABS and Nylon tend to become soft and pliable. There are currently a number of high temperature thermoplastic materials available for FDM 3D printing, these include:
PEEK
PEEK (Polyether ether ketone) is one of the more popular high temperature FDM thermoplastic since it has a vast number of useful properties. It is highly resistant to heat and can maintain its mechanical properties at temperatures close to 260 °C. This material shows excellent mechanical properties with high stiffness and toughness values and is highly resistant to wear. In fact it is sometimes used to replace metal components. Additionally PEEK also shows excellent chemical resistance an is sterilizable which expands its applicability in high performance medical applications. Lastly PEEK also has excellent dielectric and flame resistant properties.
On the downside PEEK materials tend to cost significantly more than other FDM materials. PEEK is also a semi-crystalline material, thus extra care must be taken during the processing of this material depending on the intended application of the printed part.
PEKK
PEKK (Polyether ketone ketone) is quite similar to PEEK as a material however it exhibits a few key differences which might make it more attractive for certain applications. Although the rate of crystallization of PEKK can be controlled by altering the molecular structure of the material during synthesis, PEKK generally tends to have a slower crystallization rate and thus can be processed more easily as an amorphous material. As a result PEKK tends to exhibit improved layer adhesion and less warping when compared to PEEK.
PEKK also tends to have a wider process-ability window and can thus be printed on a wider array of machines which might not be able to print PEEK due to its higher temperature requirements. Furthermore apart from showing comparable mechanical and chemical properties as PEEK, PEKK also offers superior strength under compressive loads and higher heat resistance when compared to PEEK.
ULTEM 1010 & 9085
ULTEM is the brand name for PEI (Polyetherimide) a high performance thermoplastic resin produced by SABIC. PEI also offers similar albeit slightly inferior properties to PEEK at a significantly lower price point. Both materials in fact show exceptional chemical resistance, strength and stiffness, long term heat resistance, fatigue resistance and dimensional stability. Nonetheless unlike PEEK, ULTEM is an amorphous material and thus tends to show lower heat resistance, even though it has a glass transition temperature of around 210 °C (ULTEM 1010).
Similarly to PEEK, ULTEM 1010 can also be sterilized and is autoclavable. Certain grades are also biocompatible and certified for food use. Furthermore ULTEM 1010 shows excellent chemical and thermal resistance.

ULTEM 9085 is another version of the ULTEM resin produced by SABIC available for FDM printing. At first glance ULTEM 9085 offers inferior chemical resistance and thermomechanical properties to ULTEM 1010. In fact ULTEM 9085 has an HDT of around 153 °C which is around 50 °C less than that of ULTEM 1010. Furthermore ULTEM 9085 exhibits lower strength and stiffness than ULTEM 1010, although this makes the former material more forgiving than the latter. On the other hand ULTEM 9085 offers significantly increased toughness and impact resistance when compare to ULTEM 1010.
PPSU/PPSF

PPSU/PPSF (Polyphenylsulfone) is high perfomance thermoplastic in the the PSU (Polysulfone) family. Polysulfones describes polymers containing a sulfonyl (O=S=O) moiety in their repeat unit. These thermoplastics often used in often used in specialty applications as a superior replacement for polycarbonates. Other polymers from the same family include PSU (polysulfone), PPS (polyphenyl sulfide) and PSF poly(bisphenol-A sulfone).
PPSU is an amorphous material having a very high glass transition temperature (>230 °C) and a heat deflection temperature around 190 °C making it ideal for high temperature applications. PPSU typically exhibits a high operating temperature (180°C), very high impact strength and high dimensional stability. The thermoplastic also shows very good chemical compatibility and a high resistance to hydrolysis. Interestingly PPSU also shows very high resistance to gamma radiation and can be sterilized using both autoclave and radiation techniques.
PVDF
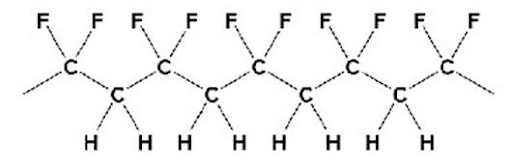
PVDF (Polyvinyldene Flouride) is a highly inert thermoplastic related to PTFE (teflon). The fluorine atoms are very tightly bonded to the carbon atoms in the flouropolymer structure leading to the exceptional chemical and thermal resistance of this polymer. PVDF is compatible with a wide range of chemicals, including oil, gas, and lubricants, as well as halogenated hydrocarbons, alcohols, acids and bases. Furthermore PVDF can withstand nuclear radiation and is highly resistant to UV, gamma radiation and oxidation. PVDF also shows high mechanical strength and can be used continuously at temperatures up to 150 °C.
Table 1: Typical Mechanical properties of high temperature printing materials, source: 3dxtech.com
| Material | Strength (MPa) | Modulus (MPa) | Elongation (%) | Flexural Strength (MPa) | Flexural Modulus (MPa) | Tg (°C) | HDT (°C) |
| PEEK | 100 | 3270 | 28 | 130 | 2700 | 143 | 140 |
| PEKK | 105 | 3200 | 10 | 134 | 2900 | 164 | 182 |
| ULTEM 1010 | 56 | 2500 | 3 | 110 | 2510 | 217 | 208 |
| ULTEM 9085 | 54 | 2050 | 3 | 90 | 2170 | 186 | 158 |
| PPSU | 55 | 2310 | 3 | 110 | 2215 | 230 | 190 |
| PVDF | 51 | 2450 | 25 | 50 | 1800 | 170 | 158 |
3D Printing High Temperature Materials
Since all of these materials have high melting point and high glass transition temperatures, more often than not specialized high temperature printers are required for a successful print. The table below shows the typical printing conditions required for printing various high temperature materials. These values reflect the general recommendations for printing high temperature materials. However the printing conditions will be highly dependent on other factors such as the printer, material, size and geometry of part and also the intended mechanical properties of the printed part, as discussed below.
Table 2: Typical printing conditions of high temperature printing materials
| Material | Nozzle (°C) | Build-Plate (°C) | Chamber (°C) |
| PEEK | 380-420 | 120-160 | >90 |
| PEKK | 365-400 | 120-150 | >90 |
| ULTEM 1010 | 380-420 | >150 | >120 |
| ULTEM 9085 | 365-385 | >140 | >90 |
| PPSU | 380-420 | >150 | >120 |
| PVDF | 250-280 | 70-110 | / |
Heated chamber
An actively heated build-chamber is an absolute requirement for printing modestly sized parts with most high temperature materials. As a result of their high melting points and glass transition temperatures printing high temperature materials at ambient temperatures will lead to poor layer adhesion resulting in weakened parts. Furthermore a heated chamber will also not just help with ensuring maximum Z-strength but will also help reduce internal stresses and limit warping during printing. A heated chamber also helps increase the chances of a successful prints for larger sized parts.
Crystallinity
Semi-crystalline materials such as PEEK and PEKK are semi-crystalline, the total crystallinity of a printed part can be controlled by controlling the cooling rate of the extruded material. A slow cooling rate favors the formation of crystalline regions within a material. On the other hand parts which are cooled quickly tend to form an amorphous plastic.
Amorphous parts tend to have inferior chemical, fatigue and wear resistance but have better bonding characteristics and good form-ability. On the other hand crystalline parts tend to exhibit superior strength, wear resistance and chemical resistance albeit with poorer bonding characteristics. Lastly amorphous materials tend to be transparent while crystalline parts tend to be opaque.

Drying filament
Most high temperature materials also tend to absorb water whilst exposed to a humid environment. Thus extra care must be taken to store filaments appropriately and to dry them thoroughly when required. Filaments which have absorbed water tend to produce parts with inferior mechanical and inferior aesthetic properties.

Annealing
Parts printed in high temperature materials might significantly benefit from annealing. This process involves heating the part to a specified temperature and then cooling it at a controlled rate. Annealing serves to relieve internal stresses in amorphous plastics, but more importantly it can drastically increase the crystallinity in semi-crystalline materials leading to enhanced mechanical properties. This is especially significant for materials such as PEEK which are sometimes printed in the amorphous state, as this favors increased layer adhesion. Then the parts are annealed to increase crystallinity, since parts printed directly in the crystalline state tend to show poor layer bonding.
First Layer Adhesion
When printing at high temperatures one requires an adhesive which can stand up to the printing conditions. Magigoo HT was formulated to be able to withstand printing temperatures of up to 150 °C. Learn more about Magigoo HT
