3D Printing with Nylon – Why & How?
Following from our last article, where we discussed Polypropylene and its uses in 3D printing, we will be discussing Polyamides. More commonly know as Nylon, this thermoplastic material comes in a variety of flavors and is very versatile. Nonetheless, due to the large amount of different Nylons and co-polymers which exists, 3D Printing with Nylon can be quite tricky!
Nylon and its structure(s)
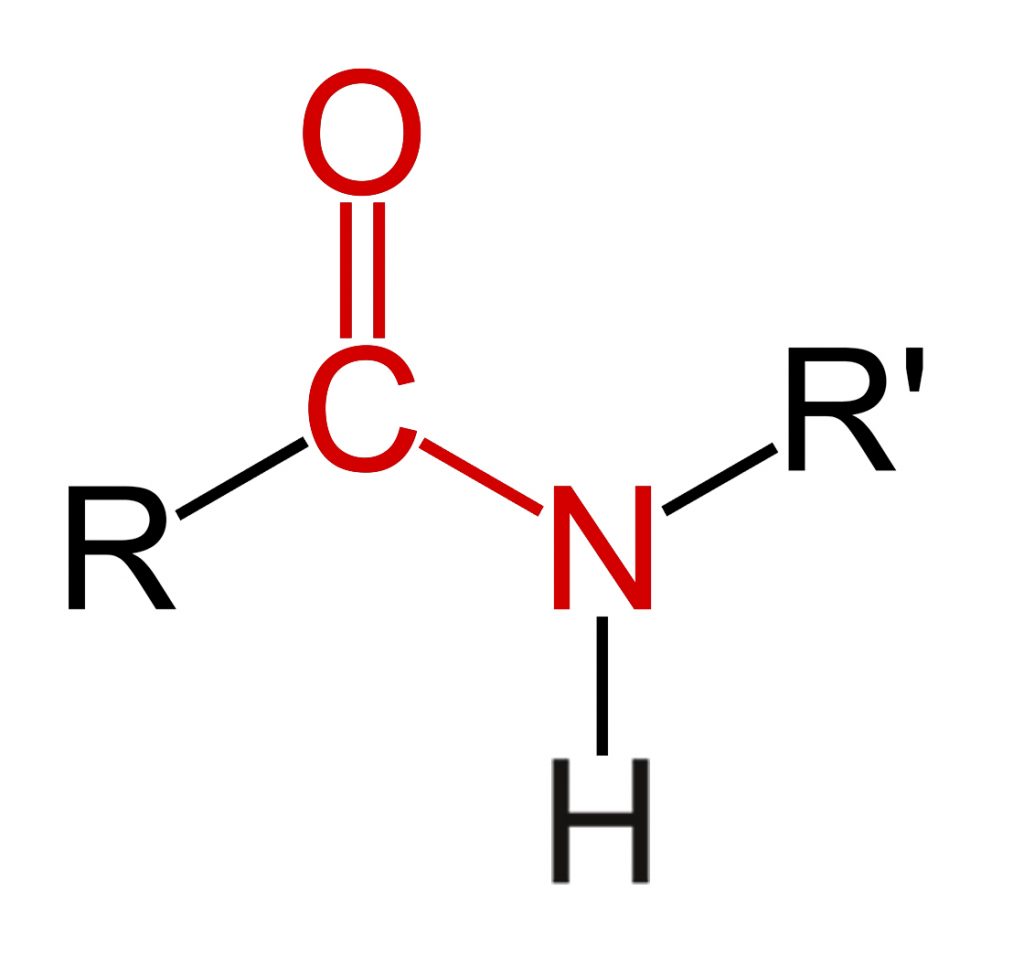
Nylon was invented in the early 1930s by Wallace Carothers and his team at DuPont. Nowadays Nylon or Polyamide describes a group of polymers with an amide repeat unit (figure 1).
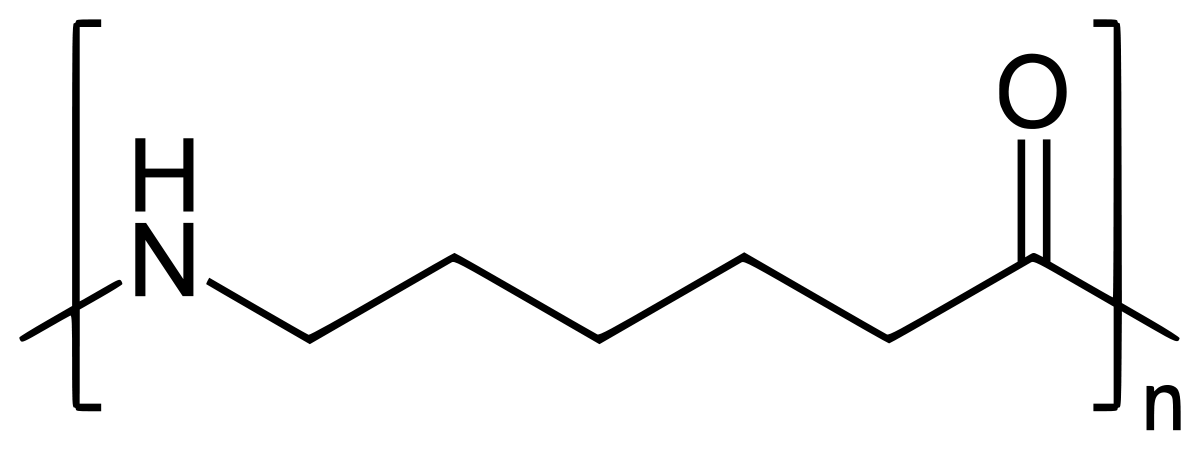
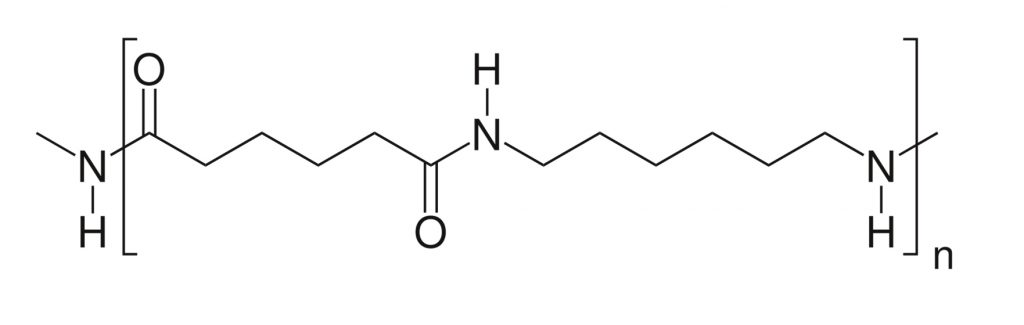
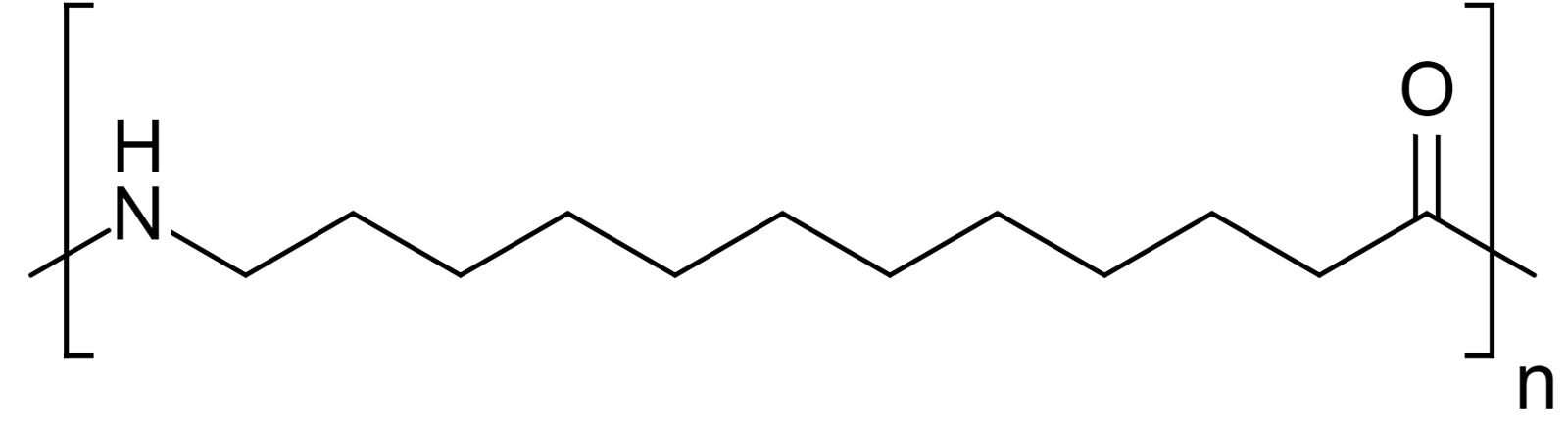
The configuration of this amide repeat unit can give rise to different Nylons (PAs) with different mechanical properties. Generally in the FDM industry 3 main types of PAs are used. These include PA6 (figure 2), PA66 (figure 3), PA12 (figure 4) and PA11. PA types can also be copolymerised, for example PA6 can be grafted with PA66 to form PA6/66. There are myriad examples of Nylon copolymers including, Nylon 510, Nylon 610, Nylon 612 and Nylon 1,6.
A side note on co-polymers
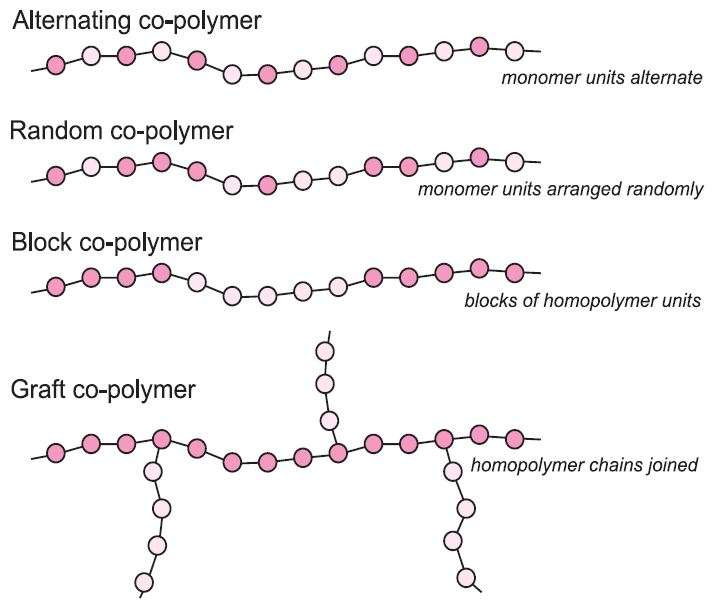
Polymers can be classified as Homopolymers and Heteropolymers, the latter also being called co-polymers. Homopolymers are polymers made solely of one type of repeat unit such as PLA, PP and PEEK. On the other hand co-polymers are made of more than one type of repeat unit, and can be arranged in four main ways (Figure 5). This means that some polymers can be modified or tailored according to the chemical arrangement of the sub-units giving rise to a multitude of polymer types.
Nylon as a material
As a thermoplastic material Nylon can show exceptional strength, durability, elasticity, chemical resistance and even thermal resistance. Nylon also has a very low surface friction which makes its highly resistant to wear. As a result, nylon finds itself being used in a variety of applications. These includes clothing, ropes and threads (such as fishing line). Nylon is also used for a variety of injection molded parts for vehicles, electrical equipment and mechanical equipment.
Examples of parts made from Nylon include:
- Plastic gears – The low coefficient of friction combined with the light weight and strength makes this material an excellent choice for this applications
- Zip ties – This engineering solution for everything that needs to be fixed in place is made from the strong yet tough nylon!
- Low and medium load mechanical parts – Nylon parts are often used to replace metal parts under low load conditions. Examples include machine screws, gaskets and cast components
- Bushings and bearings – The low friction coefficient and wear resistance of nylon make it ideal for these parts
- Automotive components – Due to its mechanical properties and chemical resistance, nylon is frequently used for parts in the engine compartment of vehicles

The use of a specific type of Nylon polymer over another will depend on the mechanical, chemical and thermal requirements of the application. Furthermore, cost and other processing considerations must be taken into account when selecting a specific class of Nylon.
Nylon in FDM printing
Why 3D print Nylon?
FDM printed nylon parts can show exceptional mechanical properties, especially when compared to other materials such as PLA and ABS. Nylon is frequently used to print gears and other high wear components and is also used to produce functional prototypes. The table below shows the mechanical properties of some neat Nylons compared to the mechanical properties of other common 3D printing materials.
| Material | Type | Nozzle (˚C) * | Bed (˚C)* | Young’s Modulus (Mpa)* | Ultimate Tensile Strength (Mpa)* | Elongation (%)* |
| DSM Novamid ID 1030 | Nylon666 | 230 | 80-120 | 860 | 37 | 110 |
| DSM Novamid ID 1070 | Nylon copolymer | 260 | 80-100 | 2120 | 50 | 15 |
| Polymaker PolyMide COPA | Nylon66/6 copolymer | 250-270 | 25-50 | 2223 | 66.2 | 9.9 |
| DuPont Zytel | Nylon66/6 | 245-295 | 85-110 | 1600 | 40 | 15 |
| Taulman 910 | Copolymer | 250 | 25-50 | 502.8 | 55.8 | 31 |
| Ultimaker Nylon | Copolymer | 230-260 | 60-70 | 579 | 34.4 | 210 |
| Matterhackers Nylon Pro | / | 240-260 | 60 | / | 36.2 | 34 |
| FormFutura STYX-12 | Nylon 12 | 240-270 | / | 1400 | 60 | 150 |
| PLA | 195-215 | 60 | 2636 | 45 | 1.9 | |
| ABS | 230-250 | 85-110 | 2147 | 33.3 | 2.7 | |
| PET-G | 220-240 | 60-90 | 1472 | 31.9 | 6.8 |
*the values presented in this table were obtained from the manufacturers’ websites and data sheets. Since manufacturers can use different testing methods, some values cannot be directly compared and only serve to give an indication of the mechanical properties. Furthermore the mechanical properties of the printed part will depend greatly on the printing parameters and orientation of the printed part.
Nonetheless while most Nylons generally offer excellent strength and toughness, Nylon 12 tends to be less sensitive to water absorption than Nylon 6. Furthermore Nylon 12 is said to have better dimensional stability, better thermal resistance and chemical resistance. However these properties are usually more dependent on the specific polymer or co-polymer.
How to Succeed when 3D printing with Nylon
While Nylon is a very versatile material and excels in a variety of mechanical, thermal and chemical properties it does have its pitfalls. Nylon does need some extra care when it comes to printing, handling and storage.
Watch out for Moisture
Printing with wet filament can result in parts with poor surface finish, diminished mechanical properties and excessive stringing. Nylon filaments are among the most susceptible 3D printing materials due to the large amount of water they absorb in a short amount of time. Usually filament spools need to be dried within a few hours of being left outside. A number of devices exist to keep the filament dry during printing and are especially useful for long prints (>24 hours). Nylon can be dried in an oven for about 8 hours at 80 ˚C.

Make sure your printer is up for it
With some exceptions most nylons require a nozzle temperature above 250 ˚C . An all metal hot end is suggested when printing with this material. Some nylons can also be printed without the use of a heated bed. However other grades of Nylon can sometimes require the use of a heated bed to up to 100 ˚C .
Prevent warping
Since Nylon is a slippery material, this also means that it usually does not adhere well to other surfaces. While there are some exceptions, most Nylons require a specialized adhesion solution to prevent warping. It is also recommended to use a printer with an enclosed chamber and to disable active part cooling. While each filament will require different methods to improve adhesion, other useful suggestions include:
- Use a brim: For the some Nylon materials medium sized and large prints can benefit from using a 10-20 mm brim.
- Start high then go low: Some PA materials benefit from using an additional 10 ˚C for the first layer on both the build-plate and the nozzle. This helps the first layer adhere better but prevents warping and other problems related to excessive printing temperatures.
- Print slowly on the first layer: Most materials tend to show better first layer adhesion when the first layer is printed slowly (10-20 mm/s)
- Use a heated chamber: Some Nylon materials can benefit greatly from the use of a heated chamber.

Magigoo PA is one of our adhesives and specifically designed for use when 3D printing with Nylon filaments. For optimum adhesion with Nylon filaments we suggest that you find the optimum build-plate temperature using this method or else check out our tested materials database!
We hope you found this post interesting feel free to drop us any questions on info@magigoo.com