Moisture and 3D Printing – Part 2 – Effects of Wet Filament
In the first part of this blog series , we discussed how polymers react to moisture, and how properties are affected. In this blog post, we will be going into further detail on the effects that moisture has on 3D Printing. We will discuss how one can detect moisture in filament, and what this would mean for a printed part.
Does my filament contain moisture?
The easiest way to know if filament is wet, is to load it into the printer, and observe the extrusion. If the filament is wet, you will be able to see bubbles forming in the extruded material. Alongside this, one should be able to hear a hissing sound. If the filament has a lot of moisture, one might be able to see steam exit the nozzle. Hygroscopic filaments that have been exposed to a lot of moisture tend to swell up. However, this may be difficult to spot.
Most of the time, even a brand new spool of filament right out of the box, might have enough moisture in it to affect print quality. Furthermore, from our testing and past experience, we have found that hygroscopic filaments especially nylons absorb moisture quickly from a humid environment. In fact in a few days some filaments absorb enough moisture to result in severe printing defects in FDM printed parts.
Issues with Moisture and 3D Printing
The bubbles seen when extruding a filament with moisture present is one of the main problems that moisture creates in 3D printing. These bubbles occur due to the water (moisture) trapped within the plastic. When the nozzle heats up to temperatures over 100 °C, the water vaporizes and expands, creating a series of bubbles in the filament. The bubbles create voids in the heated filament strand, which causes a variety of problems when it comes to 3D Printing.
One of the most inconvenient issues that such moisture in filaments creates is the blocking of nozzles. If, as previously mentioned, the filament has swollen slightly, it may cause a blockage in the printer’s nozzle. A nozzle may be partially clogged or fully clogged.
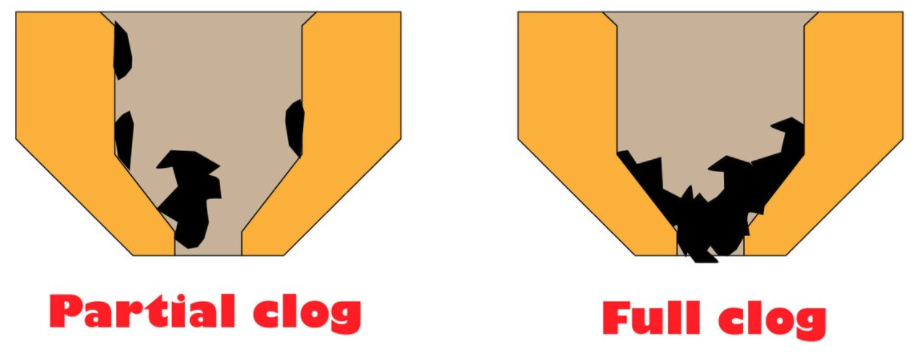
A partially clogged nozzle will still allow some material to flow through, but inconsistently, and will result in an under-extrusion. A fully clogged nozzle will not allow any material to pass through and will more than likely cause worse issues to the printer. If the filament cannot pass through the nozzle, it will get stuck in the hot end, and eventually burn if the printing process is not stopped. This might also cause some damage to the extruder mechanism if it tries to continue extruding the material. Depending on the severity of the blockage, this may be fixed by simply cleaning the nozzle internally, or in extreme cases, by dismantling the nozzle and cleaning it thoroughly.
Printing with wet filament may also present visual differences in the extruded filament and printed parts. The filament will be more prone to stringing, and may have a slightly bleached colour. The final print often also has a softer texture than a print with dry filament.
Properties of Parts 3D Printed with Wet Filament
Moisture absorption has a major effect on the mechanical properties of 3D printed parts that use these hygroscopic filaments. A common property change is that the Glass Transition Temperature (Tg) of a polymer decreases. The glass transition temperature of a material is the temperature at which an amorphous system changes from a glassy to a rubbery state. For most polymers that have absorbed moisture, this temperature will lower significantly. This makes the glass transition temperature easier to reach. The degree to which the moisture absorption affects the Tg varies from one polymer to another. As previously mentioned, printed parts also lose a lot of strength and structural integrity due to the air bubbles in them.

These bubbles will result in voids in the print. This becomes an issue when the print needs to support a load, since voids in the structure will reduce it’s integrity and strength. Parts with voids become brittle, and easy to break, especially under great loads. This is because the voids affect the interlayer bonds of the print, making them weaker.

How to Counter Moisture Absorption in filaments
There are two main ways to counter moisture absorption in filaments; a Preventive method, and a Recovery method. The preventive method to counter moisture is to keep the filament stored in a dry space. The recovery method is to actively dry a filament that has absorbed moisture, and recover it’s ability to be printed. Stay tuned for our next blog in this series, where we will be discussing these methods in further detail!