3D Printing Flexible Materials – A short guide
3D Printing flexible materials can be as challenging as it is exciting. However choosing the right flexible material for your application and printing setup can be even less straightforward! Flexible materials come in a number of varieties. From soft materials which can be easily deformed before returning to their original shape, to firm materials which only flex slightly under load. The ease of deformation of material depends on the stiffness of the material and is often indicated by the hardness value.

What makes a material Flexible?
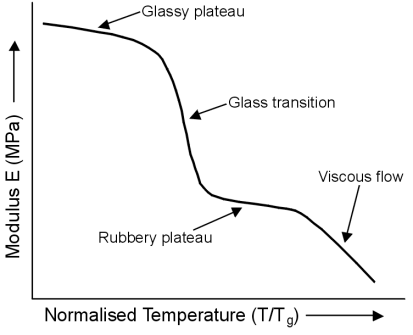
As you might already know thermoplastic materials get softer as the temperature increases since at higher temperatures polymer molecules can move around more freely. In fact at particular temperatures (or over a temperature range) thermoplastic materials will get markedly softer and start behaving more like a soft rubbery material instead of a stiff hard plastic. This point is known as the glass to rubber transition temperature and its value depends on the material type. Some materials such as PLA have a low glass transition temperature (~60 °C) while other materials such as ULTEM1010 have a high glass transition temperature (~210°)!
Unlike most other thermoplastics, TPEs are flexible and elastic at room temperatures and unlike natural thermoset rubbers, TPEs can still be re-moulded into shape by heating. This is due to the fact that TPEs are generally either copolymers (or a physical mixture of polymers) of plastic and rubber components. Thus these materials can exhibit the advantages of both classes of materials due to the presence of soft and hard regions in the micro-structure of the material.
One of the first examples of commercially available TPEs was TPU (Thermoplastic Polyurethane) which became available in the 1950s. Following this styrene block copolymers (SBS) became available in the 1960s with more TPEs becoming available in the 1970s. By looking at the micro-structure of SBS one can easily understand how the structure gives rise to the unique properties of thermoplastic elastomers.
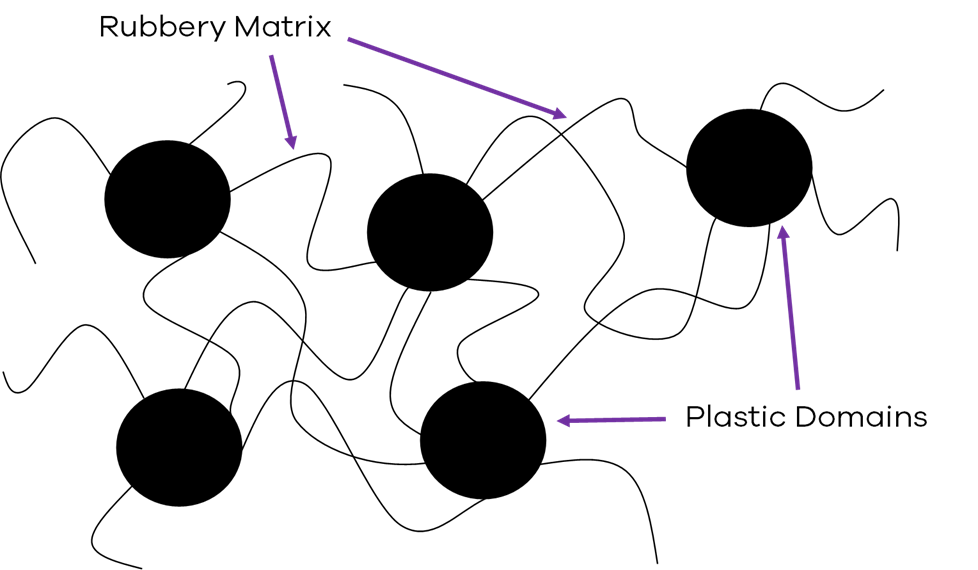
Since SBS has hard sphere or rod like regions interconnected with soft rubbery regions, the rubbery regions can deform when stress is applied. This causes the chains to re-orient and “straighten” themselves out, going back to their original position when stress is relieved. The hard plastic domains in fact act as physical cross-links helping the material regain it’s original shape. However once heated the plastic domains will soften and enable the material to be re-molded.
Flexible materials
Nowadays there are myriad type of TPEs available for nearly every application. However we shall focus on the materials available for FDM printing. These include:
- TPE: Thermoplastic Elastomer, this term is mostly used as a generic name for flexible filaments and can be used to describe most of the flexible materials available for FDM
- TPU: Thermoplastic Polyurethane describes a set of polymers which are usually on the rigid end of the spectrum. This makes them useful for parts which require some stiffness and are also easier to print.
- TPA: Thermoplastic Polyamides are TPE block copolymers of Nylon (Polyamide) and polyethers or polyesters. These materials are used in more demanding applications especially in lower temperatures. An example of this material is PCTPE (“Plasticized Copolyamide TPE”) which is a produced by Taulmann.
- TPC: Thermoplastic Co-polymer, these filaments are generally derived from biological material and are easier to recycle. These materials can be made to be quite soft and thus might be harder to print. Furthermore unlike TPUs these materials are more prone to warping during printing.
- Soft PLA: PLA can be chemically modified to behave more like flexible filament. Soft PLA tends to be slightly less rigid than the average TPU.
Choosing the right TPE
Choosing the right flexible material for your application will of course depend on the mechanical requirements. In fact one of the primary reasons TPEs are considered is their flexibility and elasticity. For this reason TPEs commonly have a clear indication of their Shore hardness, which indicates their softness.
Hard materials tend to require a lot of force to deform while soft materials can be easily deformed with little force. Nonetheless in engineering terms hardness refers to the resistance of a material to localized plastic deformation either through indentation or abrasion. In the case of elastomers engineers usually care more about the materials resistance to deformation.

Shore hardness?
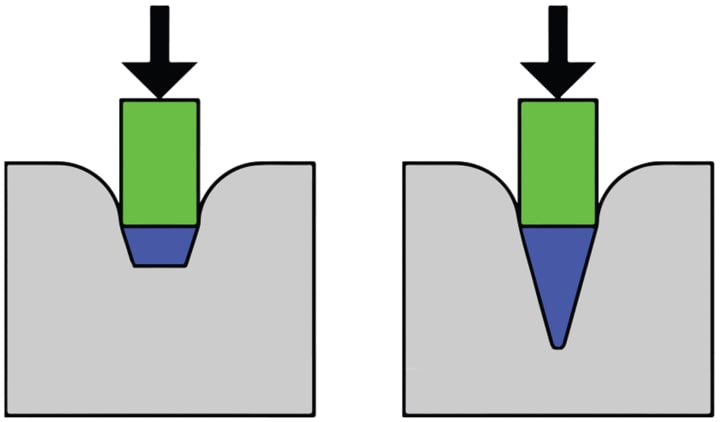
The shore hardness refers to a scale defined by Albert Ferdinand Shore (1920s) to measure hardness using a durometer. A durometer is a device which measures the depth of indentation in a material as a result of a specific applied force. Several shore scales exist, relying on different indentation methods. However the most frequently used scales are type A and type D, with the former scale being more suited for softer materials. Conversion between the two scales is possible albeit not recommended due to the weak correlation between the scales.
Typically FDM TPEs exhibit a shore A hardness between around 80A and 100A, this corresponds to a shore D hardness of between 40D to 60D (approximately). A lower number indicates a softer material. Typically FDM materials having a Shore A hardness of around 90A or below are quite challenging to print due to the low stiffness of the filament. These materials are ideal for parts which need to be soft and elastic. On the other hands materials with a Shore harness of 95A and above are easier to print since these materials are stiffer and more suited in scenarios where toughness and stiffness is required such as for printed tyres and bellows.
Nonetheless when looking at a flexible material, the shore hardness does not necessarily tell the whole story. It is also recommended to consider the stiffness (Young’s Modulus) and the ductility of the material according to the required application. The table below gives a recap of the properties of several TPE materials available for 3D printing.
Furthermore it should also be considered that the geometry and density of the final printed part will have a marked influence on the deformability of a part.
| Material | Type | Stiffness (MPa) | Elongation (%) | Shore Hardness | Other Properties |
| DSM Arnitel ID2045 | TPC | 29 | 350 | 34D | Good UV and chemical resistance, bio based |
| DSM Arnitel ID2060 HT | TPC | 240 | 245 | 98A/61D | High temperature resistance, chemical resistance |
| DuPont Hytrel 3D4100FL | TPC-ET | 130 | 250 | 60D | Chemical and thermal resistance |
| Filament PM TPE32 | TPE | – | 650 | 32D | |
| Polymaker PolyFlex TPU95 | TPU | 9.4 | 330 | 95A | |
| NinjaTek NinjaFlex | TPU | 12 | 660 | 85A | Chemical resistance |
| NinjaTek Armadillo | TPU | 396 | 18 | 75D | Chemical and abrasion resistance |
| Taulman PCTPE | TPA | 6.6 | 500 | >100A | Can be easily dyed |
| Fillamentum Flexfill TPE 90A | TPE | – | 250 | 90A/30D | Chemical resistance, Certifiied for food and skin contact applications |
The values presented in this table were obtained from the manufacturers’ websites and data sheets. Since manufacturers can use different testing methods, some values cannot be directly compared and only serve to give an indication of the mechanical properties. Furthermore the mechanical properties of the printed part will depend greatly on the printing parameters and orientation of the printed part.
Applications of TPEs
- Vibration Dampening and Impact Resistance: Flexible materials tend to absorb energy quite well on impact. Furthermore due to their lower stiffness and higher elasticity when compared to other materials, these materials have good vibration dampening properties. As a result flexible materials are good candidates for use as shock absorbers, tyres, cases and couplings
- Grip and ergonomics: Some TPEs can be particularly soft and have a matte rubbery finish. This makes them ideal for use in ergonomic parts such as handles and touch points.
- Durability: Flexible materials can typically undergo large elastic deformations and tend to show high toughness and inter-layer adhesion. As a result these materials are ideal for use in applications involving cyclic loading and a high toughness requirement such as bellows and flexible hosing.

- Chemical and Heat resistance: In some cases TPEs used for bellows and flexible hoses will need to be used in environments in which the parts are exposed to elevated temperatures and petroleum based products such as in automobiles. Specialised TPUs such as DSM Arnitel ID 2060HT are capable of withstanding such conditions making them ideal for the production of functional prototypes and parts.
- Seals: Due to the ability of TPEs (especially the softer ones) to easily deform, these materials are ideal for use as seals and gaskets.

- Rubber replacement: While the 3D printing of rubber materials is not possible on FDM machines, TPEs can be used as an alternative to produces rubber like parts and prototypes.
- Fun: Last but certainly not least, printing in TPE materials is ideal for the production of useful and not so useful flexible parts including: phone cases, wallets, stress relievers and flexible toys.

3D Printing Flexible Materials
We’re pretty sure that you are more than looking forward to start (or continue) printing with TPE materials, however before doing that it is a good idea to slow down and consider the caveats when printing this material.
A filament which likes to bend
TPUs and especially the softer TPEs are very flexible and easy to bend. As a result these materials tend to be hard to push through the extrusion system as the filament deforms very easily. In fact it is often recommended that a direct drive extruder is used for most TPEs with the exception of the stiffer materials which can be printer with a bowden set-up as well. The softer materials might even require a specialised extruder for reliable printing of flexible and soft materials.
Due to its inherent softness and elasticity TPE filament often tends to jam and kink within the extrusion system especially when there are generous tolerance. Specialised extruders often have very tight tolerances and dual drive in order to better push the filament to the nozzle.
Print it slow
Nonetheless in order to prevent jams and to ensure consistent extrusion it is recommended to print soft TPEs at slower speeds 20-40 mm/s and to keep the feed rate as consistent as possible. As a result it is often recommended to minimize the amount of retractions as much as possible and to keep the retraction speed and distance as low as possible. for inexperienced users, it is often recommended to disable retraction when printing with flexible filaments.
Lastly it is also a good idea to check for and eliminate any resistance on the filament spool since the filament can stretch and potentially lead to under-extrusion.
Ooze and stringing
Another drawback of printing TPE is that the resulting prints tend to have pronounced stringing due to the fact that the material is more prone to ooze from the nozzle. This is also a result of the filament’s elasticity which often means that the material in the hot end can take more time to respond to changes in pressure.

A careful application of retraction coupled with a capable extrusion system can help with eliminating ooze and stringing. Other setting such as coasting, and avoiding outside travel movements will also help to reduce these artefacts. Nonetheless small amount of strings can be easily removed by careful application of hot air from a heat gun.
Adhesion and part removal
With regards to adhesion TPEs generally tend to show two types of behaviors. TPUs typically adhere too well to most printing surface, this means that while adhesion is not an issue during printing, removing a print can be quite difficult. As a result there is a good chance that the soft and flexible part can be damaged during print removal. On the other hand other TPEs and TPCs do not stick too well to most build-plate surfaces which means that warping will be a significant issue.

Magigoo Flex was designed with both of these problems in mind. As a first layer adhesive it provides a strong adhesive base for high performance TPEs such as DSM Arnitel, DuPont Hytrel and other TPCs and TPEs. On the other hand it ensures that TPUs and other flexible materials* which tend to stick to well can be easily removed from build surface just by the application of water as shown below.
*Note Magigoo Flex is not recommended for use with other FDM materials such as PLA, ABS and PET-G on glass build-surfaces.
For optimum adhesion with TPE type filaments we suggest that you find the optimum build-plate temperature using this method or else check out our tested materials database!
Check out our previous blog posts in this series for Nylon, Polypropylene and Polycarbonate. We hope you found this post interesting feel free to drop us any questions on info@magigoo.com