Damaged Glass build-plates – Precautionary measures
In last week’s article we looked at the primary causes leading to prints chipping off parts of your glass build-plate. Today we will be looking at some precautionary measures which one can take to prevent damaged glass build-plates.

Ease off on that first layer
As mentioned last week, some 3D printing filaments are modified to improve their adhesion and also reduce warping. This can cause the printed part to over-adhere and can lead to build-plate damage. If a specific brand of filament is giving you a tough time during part removal, it is probably a result of over-adhesion. You can slightly reduce the adhesion by tweaking your slicer or printer settings.
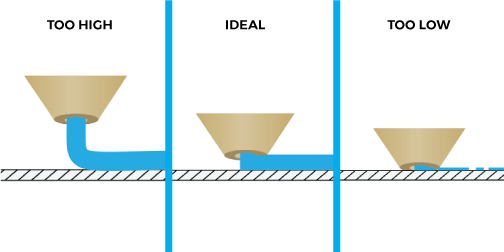
By either reducing the first layer flow or slightly increasing the Z-offset, your printer will not flatten the first layer on the build-plate as much as it usually does. This reduces the adhesion and makes part removal less of a chore. Through testing we have found that reducing the first layer flow by about 85% significantly improves the ease of part removal. This value also ensures that the adhesion still adequate to prevent warping.
Nonetheless, since each printer and material varies we recommend performing some adhesion tests to find the optimum settings. This blog post goes into more detail on how to perform adhesion tests.
Be patient!
With most 3D printing materials it is always advisable to wait for the part to cool before attempting to remove it. In most cases it becomes easier to take the part off once it cools. Furthermore you run less risk of deforming the part on removal.
One should also always leave the part to slowly cool inside the printer rather than taking the build-plate out to cool it more quickly. Cooling the build-plate too quickly will increase the chances of damaging the build-plate. Some manufacturers also recommend that the end g-code is modified so as to cool the build plate more slowly.

If you follow these steps and you find that the part is still firmly attached to the build plate, do not despair. It is not a good idea to try and wedge the part up using a scraper,as this can damage the build-plate further and also promote glass chipping. If using Magigoo, you can wet around the perimeter of the part with water. After waiting for the water to seep in under the part it should become much easier to remove. Alternatively you can submerge the part and build-plate in warm water and wait for it to self detach.
Incidentally this method is also good for removing fragile parts or parts made out of soft materials such as TPUs which tend to stick too well. In this case Magigoo is acting as a releasing agent!
Use your adhesive, as intended!
The Magigoo range comes in a variety of different flavors for different types of materials. This includes the original Magigoo for ABS,PLA, PET-G, HIPS and TPUs. Magigoo PA for Nylon, Magigoo PC for Polycarbonate and Magigoo PP and PPGF for polypropylene and glass filled PP materials respectively. More recently we introduced Magigoo HT for high temperature materials and Magigoo Flex for certain classes of TPEs. It is important to use the correct Magigoo stick according to the material you are printing. For more information you can visit the tested materials section on our website.

Other useful tips:
- Only use a thin layer of adhesive unless instructed otherwise
- Always apply Magigoo on a clean build-pate, do not apply Magigoo on another coat of adhesive
- Avoid printing on the same application when using Magigoo PC, since this can increase the chances of damaging you build-plate
d) Take care of your build surface
As mentioned in the previous blog article, after repeated use build surfaces wear down and will become more susceptible to damage. By following these precautions you can extend the life of you build-plate and prevent premature failure:

- Avoid using sharp tipped tools that may scratch the build-plate
- Avoid printing with the nozzle too close to the build-plate
- Keep the build-plate clean and free from debris
- Cool the build-plate slowly
- Higher quality borosilicate glass build-plates tend to be more resistant to chipping